Teige für Softgebäcke werden intensiv geknetet. Das Glutennetzwerk soll für die Erzielung einer gleichmäßigen Porenstruktur gut entwickelt sein. Teige mit Fett und Zucker erfordern zudem eine etwas intensivere Knetung, da der Aufbau des Glutennetzwerkes durch die Fett- und Zuckermengen verzögert wird. Im Bereich der Großbackbetriebe werden Spiralkneter, Wendelkneter oder Horizontalkneter im Chargensystem verwendet. Insbesondere dort, wo man über sehr hohe Weizenmehlqualitäten verfügt (USA, Südostasien, Australien), werden meist die intensiv knetenden Horizontalkneter eingesetzt.
Eine Besonderheit ist der Chorleywood-Bread-Process. Dieses im englischen Chorleywood entwickelte Verfahren dient der Erzielung einer besonders feinen und wattigen Porenstruktur, einer hellen Krume und einem hohen spezifischen Gebäckvolumen. Dazu wird in speziellen Vertikalknetern mit verschiedenen Druckkurven (Teilvakuum bis Überdruck) intensiv geknetet. Die Knetdauer richtet sich nach der eingebrachten Energiemenge und beträgt ca. 150 bis 180 Sekunden. Bei der Herstellung von Toast- und Sandwichbrot wird der Teig leicht überknetet, damit er plastisch und fließfähig ist und somit die Ecken der Kastenformen besser ausfüllt. Die Teige werden ohne Teigruhe weiterverarbeitet.
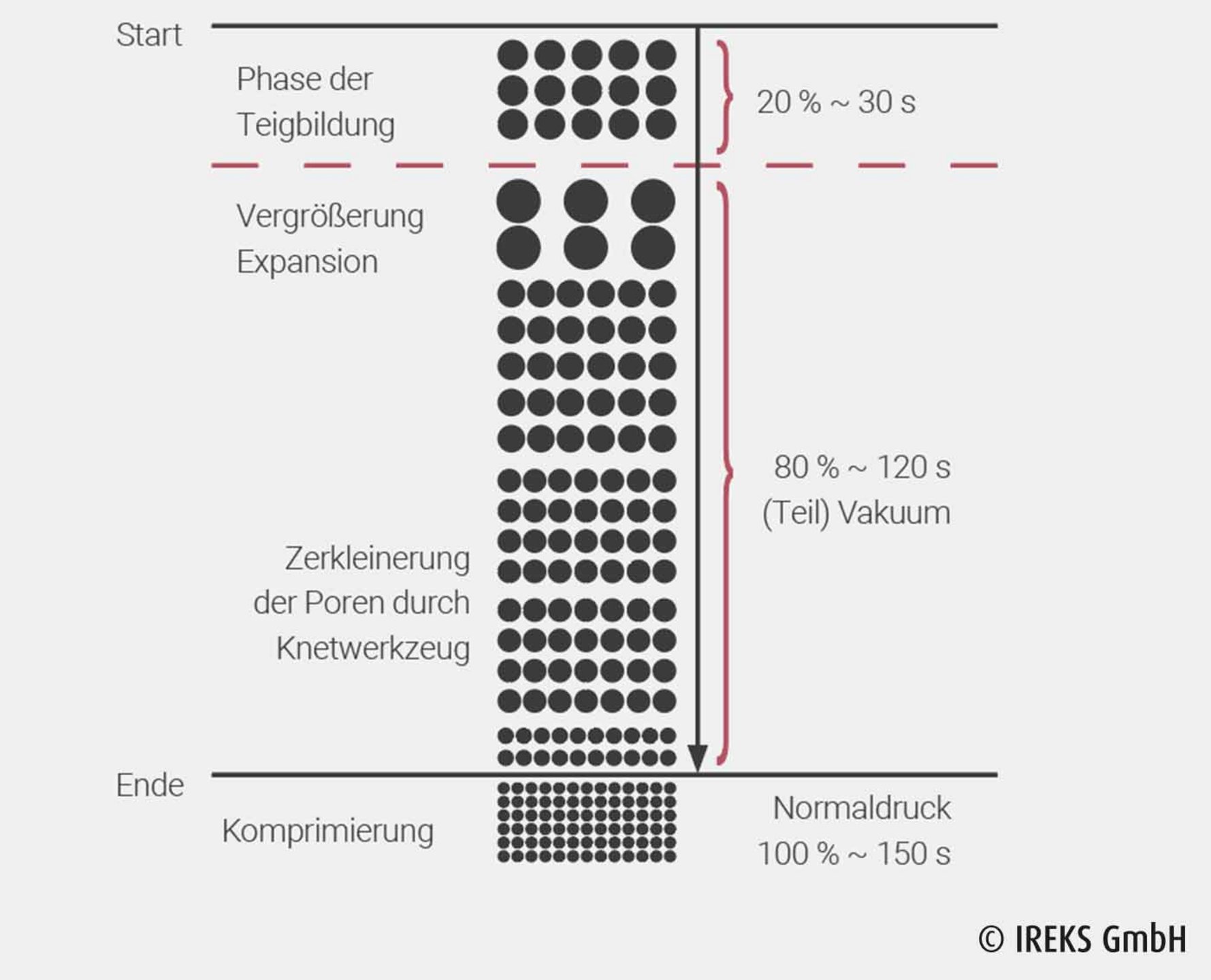
Man unterscheidet zwischen der Vakuumknetung und der Druck-Vakuumknetung. Bei der Vakuumknetung wird nach der ersten Knetphase (ca. 25 bis 45 Sekunden) der Druck in der Knetkammer auf ca. 0,5 bar abgesenkt, während der Knetvorgang fortgesetzt wird.
Anschließend wird bei Normaldruck weiter geknetet. Dabei werden die zunächst durch das Vakuum vergrößerten Gasbläschen, in kleine, feine Gasbläschen zerteilt und gleichmäßig im Teig verteilt.


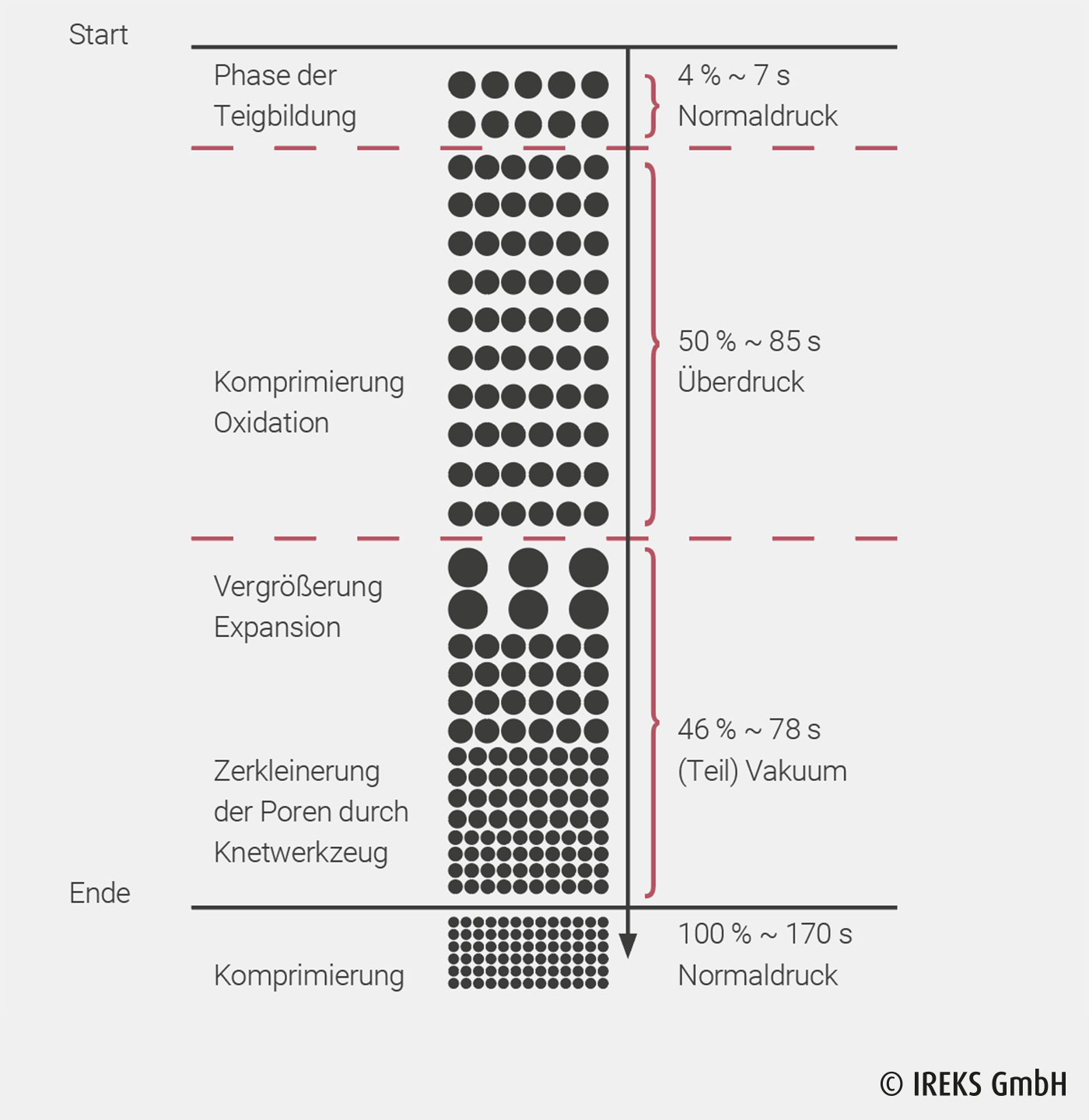
Bei der Druck-Vakuumknetung wird nach der Teigbildungsphase mit einem leichten Überdruck (ca. 1,4 bar) geknetet. Anschließend wird der Druck in der Knetkammer auf ca. 0,5 bar abgesenkt, was zu einer Vergrößerung der Gasbläschen und der anschließenden Zerteilung zu kleinen Gasbläschen führt. Diese werden zum Ende der Knetung komprimiert. Die Effekte im Hinblick auf die feine Krumenstruktur werden durch die Druck-Vakuumknetung verstärkt.